

 English
English русский
русский

Контент
- 1 Что такое полоса из нержавеющей стали и как ее производят?
- 2 Распространенные марки полос из нержавеющей стали и их свойства
- 3 Доступная обработка поверхности полосы из нержавеющей стали
- 4 Основные допуски на размеры и почему они важны
- 5 Основные промышленные применения полос из нержавеющей стали
- 6 Как правильно выбрать полосу из нержавеющей стали для вашего применения
- 7 Хранение, обращение и предотвращение загрязнения
Что такое полоса из нержавеющей стали и как ее производят?
Полоса из нержавеющей стали представляет собой плоский прокат из нержавеющей стали, характеризующийся узкой шириной (обычно от 6 до 650 мм) и относительно небольшой толщиной, обычно от 0,05 до 3,0 мм. Его производят путем холодной прокатки горячекатаных рулонов нержавеющей стали на ряде прецизионных прокатных станов, которые постепенно уменьшают толщину материала до заданной толщины, одновременно улучшая качество поверхности, точность размеров и механические свойства. Процесс холодной прокатки упрочняет сталь, увеличивая прочность на разрыв и одновременно снижая пластичность, поэтому многие полосы из нержавеющей стали подвергаются последующему отжигу и травлению, чтобы восстановить баланс прочности и формуемости, подходящий для последующего изготовления.
Процесс производства полосы из нержавеющей стали значительно более сложен, чем процесс производства полосы из углеродистой стали, из-за более высокой скорости закалки нержавеющей стали и большего сопротивления качению. После холодной прокатки полоса проходит через печь непрерывного отжига, где ее нагревают до температуры от 1000°C до 1150°C (в зависимости от марки), а затем быстро закаливают для растворения карбидов и восстановления аустенитной или ферритной микроструктуры. Травление в ванне со смешанной азотно-плавиковой кислотой проводится для удаления оксидной окалины, образовавшейся во время отжига, оставляя чистую пассивную поверхность, готовую к дальнейшей обработке или окончательной доставке. Готовая полоса либо нарезается на определённую ширину из основных рулонов, либо поставляется в рулонах полной ширины, в зависимости от требований заказчика.
Распространенные марки полос из нержавеющей стали и их свойства
Выбор марки является одним из наиболее важных решений при выборе полосы из нержавеющей стали, поскольку каждая марка предлагает определенное сочетание коррозионной стойкости, механической прочности, магнитного отклика и обрабатываемости. Неправильный выбор марки может привести к преждевременной коррозии, сбоям формовки или ненужным затратам. Ниже представлен обзор наиболее широко используемых марок в форме ленты.
| Оценка | Тип | Ключевые свойства | Типичные применения |
| 304/304Л | Аустенитный | Отличная коррозионная стойкость, немагнитный, легко поддается формованию. | Пищевая промышленность, архитектура, общее производство |
| 316/316Л | Аустенитный | Превосходная стойкость к хлоридам и кислотам, усиленная молибденом | Морская, фармацевтическая, химическая обработка |
| 430 | Ферритный | Магнитный, более низкая стоимость, хорошая стойкость к окислению | Автомобильная отделка, бытовая техника, кухонное оборудование |
| 201 | Аустенитный | Марганец заменяет никель, более низкая стоимость, хорошая формуемость. | Посуда, декоративные панно, бюджетные изделия |
| 301 | Аустенитный | Высокая скорость упрочнения, отличные пружинящие свойства. | Пружины, зажимы, крепеж железнодорожные вагоны |
| 420 | Мартенситный | Закаливаемый, высокая твердость после термообработки, магнитный | Лезвия, хирургические инструменты, режущие инструменты |
| 17-7PH | Дисперсионное твердение | Очень высокая прочность, хорошая коррозионная стойкость | Аэрокосмические компоненты, пружины высокой нагрузки |
Среди всех марок полосы из нержавеющей стали 304 и 316 доминируют в мировом потреблении благодаря своим всесторонним характеристикам. Обозначение «L» (304L, 316L) указывает на сверхнизкое содержание углерода максимум 0,03%, что важно для применений, связанных со сваркой, поскольку исключает риск сенсибилизации — осаждения карбидов хрома на границах зерен, что снижает коррозионную стойкость в зоне термического влияния. Если вы сомневаетесь в выборе между стандартной маркой и маркой «L» для сварных узлов, вариант «L» всегда является более безопасным выбором.
Доступная обработка поверхности полосы из нержавеющей стали
Качество поверхности полосы из нержавеющей стали существенно влияет на ее внешний вид, коррозионную стойкость, очищаемость и пригодность для конкретных операций формования или нанесения покрытия. Полосы из нержавеющей стали доступны в различных стандартизированных вариантах отделки, каждый из которых производится с помощью различных комбинаций прокатки, отжига, травления, механической или электрохимической полировки.
Фрезерная отделка (№1 и №2D/2B)
Отделка № 1 — это горячекатаная, отожженная и травленая поверхность с тусклым и шероховатым видом. Он редко используется на видимых объектах, но экономичен для конструкционных или термостойких деталей, где эстетика не имеет значения. № 2D — это холоднокатаный, отожженный и травленый прокат с матовой матовой поверхностью, используемый преимущественно в качестве основы для дальнейшей обработки. № 2B является наиболее широко используемой холоднокатаной отделкой: после отжига и травления она проходит через полировальные валки для получения гладкой, слегка отражающей поверхности, которая служит стандартной основой для большинства промышленных и коммерческих применений полос из нержавеющей стали.
Яркая отожженная отделка (№ 2BA/BA)
Отделка блестящим отжигом (BA) получается путем отжига холоднокатаной полосы в печи с контролируемой атмосферой водорода или азота, которая предотвращает поверхностное окисление и устраняет необходимость травления. В результате получается зеркальная поверхность с высокой отражающей способностью и отличной коррозионной стойкостью, поскольку пассивный слой оксида хрома формируется равномерно без шероховатости поверхности, вызванной кислотой. Отделка BA является предпочтительным выбором для оборудования, контактирующего с пищевыми продуктами, фармацевтического производства и декоративных применений, где требуются превосходный внешний вид и максимальная гигиена.
Полированная и специальная отделка (№ 3, № 4, № 8 и тиснение)
Покрытия № 3 и № 4 производятся путем механической абразивной полировки и характеризуются однонаправленными линиями зерен. № 4 — это стандартная «матовая» отделка кухонной техники и панелей лифта, обеспечивающая привлекательный внешний вид и эффективно скрывающая с течением времени мелкие царапины. Отделка № 8 (зеркальная полировка) достигается путем постепенной полировки все более тонкими абразивами с последующей полировкой, в результате чего получается почти идеальная отражающая поверхность, используемая в декоративной архитектуре, ювелирных изделиях и оптических компонентах. Тисненая полоса из нержавеющей стали изготавливается путем пропускания полосы через гравированные валки для придания повторяющегося текстурированного рисунка, который улучшает захват, эстетику и жесткость при работе с тонкими листами.
Основные допуски на размеры и почему они важны
Точность размеров является одной из определяющих характеристик, которая отличает прецизионную холоднокатаную полосу из нержавеющей стали от стандартных листов или плит. Во многих отраслях промышленности, особенно в производстве электроники, медицинского оборудования и прецизионных пружин, допуски по толщине, ширине, плоскостности и состоянию кромок так же технически важны, как марка материала или качество поверхности. Понимание этих допусков помогает инженерам и группам закупок правильно определить класс продукта и избежать дорогостоящих доработок или проблем с подгонкой во время сборки.
- Допуск по толщине: Для прецизионных холоднокатаных полос допуски по толщине могут составлять ±0,002 мм для ультратонких листов толщиной менее 0,1 мм. Стандартные коммерческие допуски для более толстых полос (от 0,5 до 3,0 мм) обычно находятся в пределах от ±0,02 до ±0,05 мм, в зависимости от ширины и марки. Всегда проверяйте, применяется ли допуск к одной точке измерения или ко всему профилю поперечного сечения (контроль выпуклости и клина).
- Допуск по ширине: Полоса с разрезанными краями, полученная методом ротационной продольной резки, может иметь допуски по ширине от ±0,05 мм до ±0,15 мм в зависимости от толщины и используемого оборудования для продольной резки. Полоса с прокатной кромкой (прокатанная без продольной резки) имеет более широкие допуски и слегка закругленный профиль кромки, что делает ее подходящей для применений, где состояние кромки менее критично.
- Плоскостность и выпуклость: Плоскостность измеряется как максимальное отклонение от плоской базовой плоскости по ширине полосы. Под развалом понимается боковая кривизна полосы по ее длине. При прецизионной штамповке и поступательных штампах отклонения от плоскостности, превышающие 2 мм на метр, и выпуклость, превышающая 1 мм на метр, могут вызвать нарушения подачи и несоответствия размеров готовых деталей.
- Состояние края: Полоса из нержавеющей стали доступна с фрезерной кромкой (естественная прокатная кромка), прорезанной кромкой (обрезанной вращающимися лезвиями с небольшим заусенцем), кромкой без заусенцев (заусенцы удаляются абразивным или электрохимическим методами) и закругленной кромкой (полностью закругленной для безопасного обращения). Тип кромки должен соответствовать конечному применению — например, материал прокладки и медицинская полоска должны быть без заусенцев или с закругленными краями, чтобы предотвратить травмы и нарушение размеров.
Основные промышленные применения полос из нержавеющей стали
Сочетание коррозионной стойкости, механической прочности, формуемости и гигиенических свойств поверхности делает полосы из нержавеющей стали незаменимыми в самых разных отраслях промышленности. Его способность прецизионно прокатываться до очень тонких листов без потери прочности или качества поверхности открывает возможности для применения, в которых никакой другой металл не может быть легко использован.
Прецизионные пружины и упругие компоненты
Полосы из нержавеющей стали марок 301 и 17-7PH являются основными материалами для изготовления прецизионных плоских пружин, стопорных зажимов, защелкивающихся застежек и пружинных компонентов постоянной силы. Эти марки демонстрируют исключительно высокие скорости наклепа во время холодной прокатки, что позволяет готовой полосе достигать прочности на разрыв, превышающей 1300 МПа без термической обработки, что конкурирует со многими пружинными материалами из легированной стали, обеспечивая при этом значительно превосходящую коррозионную стойкость. Прецизионная полоса для пружин имеет жесткие допуски по толщине (часто ±0,005 мм), контролируемые диапазоны твердости и сертифицированную плоскостность, чтобы обеспечить постоянную жесткость пружины при автоматизированных сборочных операциях.
Пищевое и фармацевтическое оборудование
Полосы из нержавеющей стали марок 304 и 316L являются основой производства гигиенического технологического оборудования. Конвейерные ленты, гибкие желоба, перфорированные фильтрующие сетки, обвязочные ленты для стерильных упаковочных машин и внутренние вкладыши гибких шлангов изготавливаются из полосы нержавеющей стали. Гладкая, непористая поверхность BA или № 4 устойчива к бактериальной адгезии, выдерживает агрессивные химические циклы мойки на месте (CIP) и соответствует требованиям FDA и правилам ЕС по контакту с пищевыми продуктами. В фармацевтическом применении полоса 316L отличается превосходной устойчивостью к хлоридсодержащим чистящим средствам и стерилизационным растворам, обычно используемым при производстве лекарств.
Автомобильные и выхлопные системы
Автомобильная промышленность является одним из крупнейших потребителей полос из нержавеющей стали в мире. Ферритные марки 409 и 441 широко используются для компонентов выхлопной системы, включая гибкие муфты, сильфоны, основы каталитического нейтрализатора и компоненты рециркуляции выхлопных газов (EGR), поскольку они обеспечивают превосходную стойкость к высокотемпературному окислению при более низкой стоимости, чем аустенитные марки. Полностью твердая полоса марки 301 используется для усиления структурных полос в дверях и бамперах. В декоративной отделке используются полированные полосы 304 или 430, чтобы обеспечить длительный блеск без проблем с коррозией, связанных с альтернативами из хромированной стали.
Электроника и прецизионное производство
Ультратонкая полоса из нержавеющей стали толщиной всего 0,02 мм используется в электронике для экранирования компонентов, гибких подложек печатных плат, контактных пружин аккумуляторов и точных штампованных выводных рамок. Полосы марок 304 и 316 такой толщины требуют высочайшего уровня точности прокатки, чистоты поверхности и контроля плоскостности, поскольку даже микроскопические дефекты поверхности или изменения толщины могут вызвать сбои в электронных узлах высокой плотности. Немагнитные свойства полосы из аустенитной нержавеющей стали особенно ценны в электронных приложениях, где магнитные помехи могут поставить под угрозу производительность устройства.
Как правильно выбрать полосу из нержавеющей стали для вашего применения
Выбор правильной полосы из нержавеющей стали предполагает одновременную оценку нескольких параметров, а не сосредоточение внимания на одной характеристике. Систематический подход к спецификации позволяет избежать чрезмерного проектирования (и чрезмерных расходов) или выбора неподходящего материала, который преждевременно выходит из строя при эксплуатации.
- Сначала определите коррозионную среду: Определите все химические агенты, температуры и концентрации, воздействию которых будет подвергаться полоска. Для мягкой атмосферы достаточно 304. Для сред с высоким содержанием хлоридов (прибрежные, морские или химические) обновите модель до 316L. Для сильнокислых или окислительных сред рассмотрите дуплексные марки или материалы из более высоких сплавов.
- Определить необходимые механические свойства: Если высокая прочность и упругость имеют решающее значение (пружины, зажимы), выберите 301 или 17-7PH подходящей закалки. Если приоритетными являются формуемость и глубокая вытяжка, выберите 304 или 316 в отожженном состоянии. Для жаростойкости рассмотрите марки 310 или 321.
- Укажите качество поверхности в зависимости от функции: Для гигиенических применений укажите минимум BA или № 4. Для структурных или скрытых применений 2B экономически эффективен. Для декоративного применения полировка № 4 или № 8 обеспечивает требуемый внешний вид.
- Подтвердите требования к размерам в процессе изготовления: Если используется прогрессивная штамповка или профилирование, убедитесь, что допуск на толщину полосы, ее плоскостность и характеристики набора рулонов совместимы с вашей системой оснастки и подачи. Чрезмерный набор рулонов (искривление в направлении прокатки) является распространенной проблемой прецизионной полосы, которая приводит к неправильной подаче в автоматических штамповочных прессах.
- Запросите полную сертификацию материала: Всегда требуйте сертификат заводских испытаний (MTC) в соответствии с EN 10204 3.1 или 3.2, который документирует химический состав, результаты механических испытаний, номер плавки и соответствие соответствующим стандартам. Это не только хорошая инженерная практика, но и обязательная для оборудования, работающего под давлением, медицинских устройств и устройств, контактирующих с пищевыми продуктами, в соответствии с большинством международных нормативных рамок.
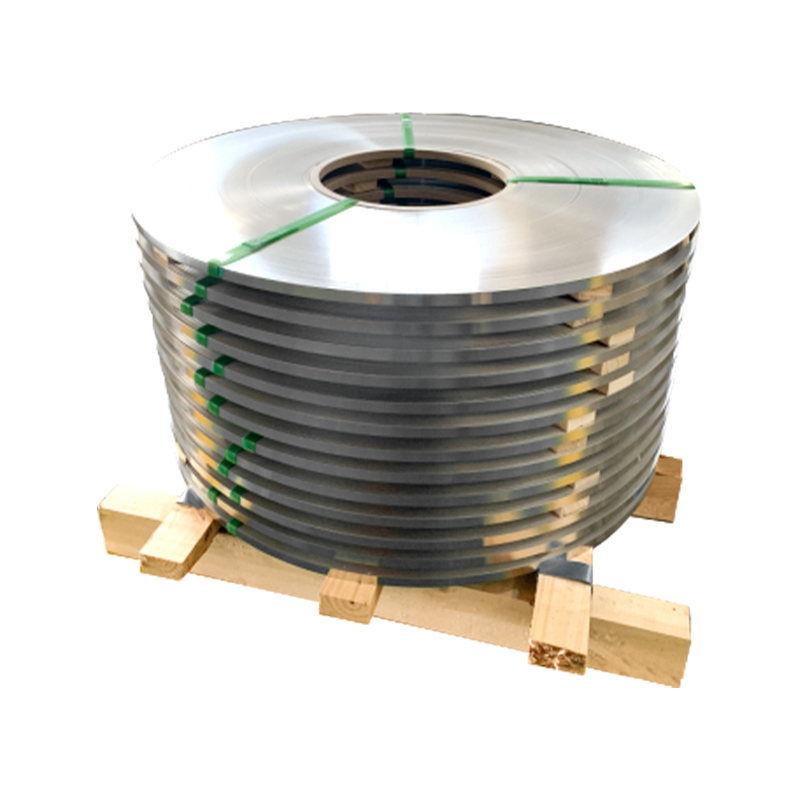
Хранение, обращение и предотвращение загрязнения
Даже самое качественное полоса из нержавеющей стали при неправильном хранении или обращении могут появиться пятна ржавчины или повредиться поверхность. Коррозионная стойкость нержавеющей стали полностью зависит от целостности ее тонкого пассивного слоя оксида хрома, который может быть нарушен из-за загрязнения частицами углеродистой стали, отложений хлоридов или механических повреждений. Храните рулоны ленты и щели из нержавеющей стали на деревянных или металлических стеллажах с покрытием, которые предотвращают контакт с поверхностями из углеродистой стали. Накройте хранящиеся рулоны полиэтиленовой пленкой, чтобы предотвратить осаждение переносимых по воздуху хлоридов и влаги, особенно в прибрежных или промышленных условиях. Во время манипуляций используйте нейлоновые или прорезиненные подъемные ремни и перчатки — оголенный трос или стальные цепи оставят в себе частицы железа, которые в течение нескольких дней оставят пятна ржавчины на поверхности нержавеющей стали. В мастерской используйте отдельные режущие, шлифовальные и формовочные инструменты исключительно для работы с нержавеющей сталью; Использование инструментов, загрязненных углеродистой сталью, является единственной наиболее распространенной причиной появления пятен ржавчины на компонентах из нержавеющей стали вскоре после изготовления. Если загрязнение поверхности все же произошло, немедленная обработка раствором для пассивации нержавеющей стали или очистителем на основе лимонной кислоты восстановит пассивный слой и предотвратит дальнейшее развитие коррозии.



